DH系列光纤二次被覆专用料PBT技术参数
| 序号 | 性能 | 单位 | 标准要求 | 我们产品要求 |
| 1 | 外观 | 乳白色、乳黄色、无色透明的颗粒 | ||
| 2 | 密度 | g/cm | 1.25~1.35 | 1.31-1.33 |
| 3 | 含水量 | % | ≤0.1 | ≤0.05 |
| 4 | 熔融指数(250℃/2.16kg) | g/10min | 7~15 | 7~15 |
| 5 | 饱和吸水率 | % | ≤0.5 | ≤0.3 |
| 6 | 拉伸屈服强度 | MPa | ≥50 | ≥55 |
| 7 | 屈服延伸率 | % | 5~10 | 5~10 |
| 8 | 断裂伸长率 | % | ≥100 | ≥150 |
| 9 | 拉伸弹性模量 | MPa | ≥2100 | ≥2400 |
| 10 | 弯曲弹性模量 | MPa | ≥2200 | ≥2500 |
| 在3.5%应变时的弯曲强度 | MPa | ≥60 | ≥70 | |
| 11 | 邵氏硬度HD | ≥70 | ≥75 | |
| 12 | 熔点 | ℃ | 220~230 | 220~230 |
| 13 | 线膨胀系数(23~80℃) | 10-4K-1 | ≤2.0 | ≤1.0 |
| 14 | 材料和填充油膏的相容性拉伸 屈服强度断裂伸长率 |
MPa % | ≥50 ≥100 |
≥50 ≥150 |
| 15 | 体积电阻系数 | Ω.cm | ≥1×1015 | ≥2.0×10 |
执行标准:
光纤二次被覆材料第1部分:聚对苯二甲酸丁二醇酯
加工工艺参数
说明:
1.DH系列产品的加工工艺参数设定取决于套塑机的螺杆结构和螺杆的长径比.
2.第一节冷却水温的设定取决于客户最终余长的控制需求.
3.生产速度的设定取决于本身PBT材料的流变性能.
温度设定
1.螺杆示意图:
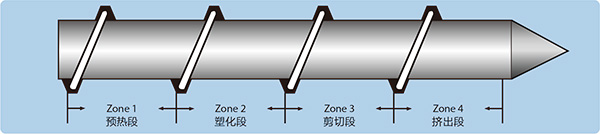
2.螺杆结构:普通螺杆和BM螺杆
3.温度设定的原则:
A、普通螺杆:遵循“两头低,中间高”的原则,诸如:
Zone 1: 240~245℃ Zone 2: 255~260℃ Zone 3: 255~260℃ Zone 4:250~255℃
B、BM螺杆:遵循“两头高,中间低”的原则,诸如:
Zone 1: 260~265℃ Zone 2: 250~255℃ Zone 3: 250~255℃ Zone 4: 255~260℃
4.温度设定的合理性判断依据:
在设定一定的生产速度(牵引速度)后,观察主机电机负载(load)的数值是否在±5%左右浮动。若是,可以开始规模化生产;若不是,请微调Zone 2和Zone 4的温度设定值以满足电机负载(load)值在±5%范围内浮动。
加工工艺参数
第一节冷却水温的设定
DH系列产品的第一节冷却水温的设定取决于客户最终余长的控制要求。由于常规PBT的玻璃化转变温度Tg值在37~45℃,因此第一节冷却水温的设定范围在35~50℃之间;但必须注意一点:要考虑一年四季的环境温度变化,根据环境温度的变化要适当微调第一节冷却水温的温度设定值,以保证余长控制的稳定。
生产速度(牵引速度)
客户生产速度(牵引速度)的设定取决于本身PBT的流变性能。我公司建议的生产速度(牵引速度):100~550m/min
DH系列产品的流变曲线如下图:
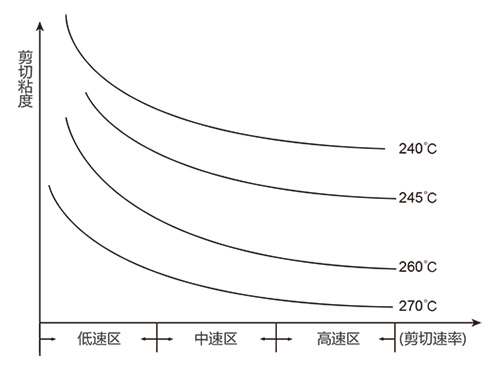
根据DH系列产品的流变曲线图(剪切粘度——剪切速率),我公司建议较佳工艺是:
1〉加工温度范围:240~270℃
2〉套塑机的螺杆转速:中速度
3〉生产速度(牵引速度):100~550 m/min
包装说明
上海德鸿高新材料有限公司的复合PBT产品共有两种包装:
1. 特大包装:
特大包装的包装袋共有两层。内层由铝箔袋密封,外层为塑料编织袋。特大包装为900kg一袋。(国内产品也可以做1000kg/袋)
一个20GP的集装箱可以加载10个大包装托盘。一个托盘可以盛载两个特大袋。一个20GP的集装箱共有 2个特大袋 x 10托盘= 20特大袋。所以集装箱一共可以装载20个900kg的特大袋,共计净重18000kg复合PBT。
装有两个特大袋的托盘总体尺度为长1.15m × 宽1.15m × 高 2.2m。
2. 小包装:
小包装的包装袋共有两层。内层由铝箔袋密封,外层为牛皮纸袋。小包装为25公斤一袋。
一个20GP的集装箱可以加载20个小包装托盘。小包装的托盘包装共有两种:一种是装有40袋小包装的托盘,净重1000kg;另一种为32袋小包装的托盘,净重8000kg。一个集装箱可以装载,10个1000kg的托盘加上10个8000公斤的托盘,总重共计18000kg复合PBT。
32袋小包装托盘尺寸是长1.2m×宽1.1m×高1m。
40袋小包装托盘尺寸是长1.2m×宽1.1m×高1.2m。